
При незначительных повреждениях (небольшие вмятины, царапины и т.п.), не снимая крыла, выполните его рихтовку и окраску. После рихтовки обязательно проверьте состояние внутреннего антикоррозионного покрытия, при необходимости восстановите его.
При значительных деформациях крыла, разрывах замените его.
Снимите бампер, капот, антенну, переднюю дверь; с крыла снимите осветительные приборы и облицовочную накладку.
Высверлите сверлом диаметром 6-7 мм точки контактной сварки сточного желобка с элементами кузова на длину 900 мм и отсоедините желобок от кузова тонким плоским зубилом с отогнутым концом.
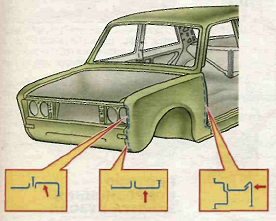
Рис. 9.36. Замена переднего крыла. Стрелками указаны места рубки крыла. Пунктиром обозначены линии рубки
Срубите тонким острозаточенным зубилом или срежьте шлифовальной машинкой (рис. 9.36) по крылу соединения:
- с панелью передка на 208 мм от фары вниз, отступив 2-3 мм от линии соединения;
- с передней стойкой боковины остова длиной 50 мм, отступив 5 мм от линии изгиба вертикального усилителя;
- с нижней частью боковины кузова по вертикали 120 мм и горизонтали 180 мм, отступив от кромки крыла 25 мм.
Удалите тонким зубилом оставшиеся полоски крыла в соединениях с кузовом, от-рихтуйте деформированные кромки и зачистите шлифовальной машинкой посадочные места элементов кузова и нового крыла.
Удалите грязь и ржавчину в полости, закрываемой крылом, и нанесите цинхромат-ный грунт ГФ-073.
Установите капот, дверь.
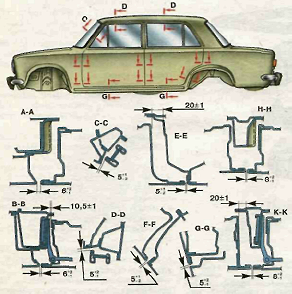
Рис. 9.27. Основные сечения кузова (вид кузова сбоку)
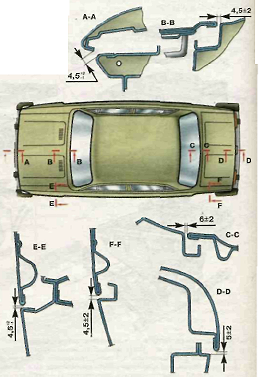
Рис. 9.28. Основные сечения кузова (вид кузова сверху)
Подгоните новое крыло по месту посадки и прихватите его быстросъемными захватами, выдержав наружные зазоры (рис. 9.27 и 9.28).
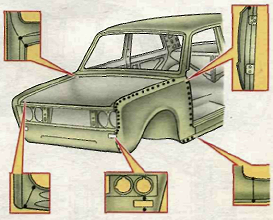
Рис. 9.37. Места сварки переднего крыла. На основном виде точками обозначены швы контактной сварки. На фрагментах показаны точки газовой сварки
Приварите крыло газовой сваркой по концам горизонтального усилителя (желобка) крыла, в местах соединения крыла с панелью передка и нижней накладкой боковины. Места газовой сварки обозначены на фрагментах рисунка 9.37. Для газовой сварки используйте латунный пруток Л62, Л68.
Проверьте положение крыла и зазоры (рис. 9.27 и 9.28).
Приварите крыло контактной сваркой с шагом 40-50 мм. При отсутствии контактно-сварочной машины допускается электросварка в среде углекислого газа полуавтоматом проволокой Св-08Г1С или Св-08Г2С диаметром 0,8 мм.