
При разборке колесных цилиндров без устройства для автоматической регулировки зазора между колодками и барабаном снимите защитные колпачки 1 (рис. 7.19) и выньте из цилиндра поршни 2, уплотнители 3. опорные чашки 5 и пружину 7, а затем выверните штуцер 6 выпуска воздуха.
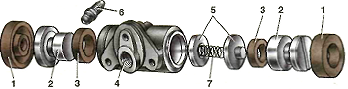
Рис. 7.19. Детали колесного цилиндра: 1 - защитный колпачок; 2 - поршень; 3 - уплотнитель; 4 - корпус колесного цилиндра; 5 - чашки пружины; 6 - штуцер для прокачки привода тормоза; 7 - пружина
Сборку колесных цилиндров проводите в последовательности, указанной на рис. 7.19, смазывая все детали тормозной жидкостью. После сборки проверьте перемещение поршней, которое должно быть плавным, без заедания.
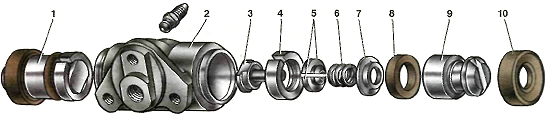
Рис. 7.20. Детали колесного цилиндра с автоматическим устройством: 1 - поршень в сборе; 2 - корпус цилиндра; 3 - упорный винт; 4 - упорное кольцо; 5 - сухари; 6 - пружина; 7 - опорная чашка; 8 - уплотнитель; 9 - поршень; 10 - защитный колпачок
Для разборки колесных цилиндров с устройством для автоматического регулирования зазора между колодками и барабаном снимите защитные колпачки 10 (рис. 7.20), затем выпрессуйте из корпуса цилиндра поршни 1 в сборе с деталями устройства автоматического регулирования зазора.
Установите поршень 1 в сборе с автоматическим устройством на специальное приспособление так, чтобы выступы приспособления вошли в пазы упорного винта 3. Специальной отверткой, поворачивая поршень 9, выверните упорный винт 3 из поршня. Снимите с винта уплотнитель 8 с опорной чашкой 7 и сухари 5. Разъедините упорное кольцо 4 и упорный винт 3.
Сборку автоматического устройства и самого колесного цилиндра проводите в обратной последовательности с учетом следующего;
- упорные винты поршней завертывайте моментом 3,9-6,9 Н*м (0,4-0,7 кгс*м);
- прорезь А (рис. 7.17) на упорных кольцах должна быть направлена вертикально вверх, отклонение от вертикали допускается не более 30°; такое расположение прорези обеспечивает более полное удаление воздуха из привода тормозного механизма колеса при прокачке тормоза;
- для предварительного сжатия упорных колец поршни в корпус цилиндра запрессовывайте специальным приспособлением, имеющим форму цилиндра с конусным внутренним отверстием;
- усилие запрессовки поршня в цилиндр должно быть не менее 343 Н (35 кгс), при усилии менее 343 Н (35 кгс) замените упорное кольцо;
- при запрессовке поршня в цилиндр необходимо выдержать размеры 4,5-4,8 мм и 67 мм (максимально) (см. рис. 7.17) для свободной посадки тормозного барабана;
- перед установкой деталей в корпус цилиндра смажьте их обильно тормозной жидкостью.
После сборки проверьте перемещение каждого поршня в корпусе цилиндра. Они должны легко перемещаться в пределах 1,25-1,65 мм. Последними установите на место защитные колпачки 2.