
Основные размеры насоса и его привода даны на рис. 3.69.
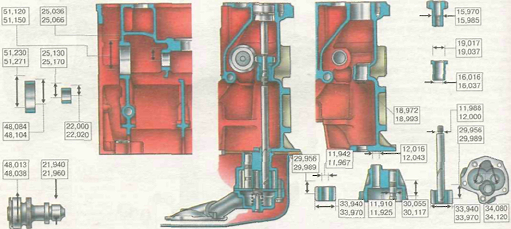
Рис. 3.69. Основные размеры масляного насоса и его привода
Снятие и установка. Если необходим ремонт только масляного насоса, то установите автомобиль на смотровую канаву или подъемник, отсоедините провода от аккумуляторной батареи и слейте масло из картера двигателя.
Снимите брызговик двигателя, отверните гайки крепления подушек передней подвески двигателя к поперечине и слегка приподнимите двигатель талью.
Отвернув болты крепления, снимите картер двигателя и масляный насос с приемным патрубком.
Операции по установке масляного насоса на двигатель выполняйте в последовательности, обратной снятию.
Разборка и сборка. Закрепите масляный насос осторожно в тисках, чтобы не повредить корпус, а затем:
- отверните болты и снимите приемный патрубок вместе с редукционным клапаном давления масла;
- снимите крышку 3 (рис. 3.70) корпуса насоса и выньте из корпуса валик насоса с ведущей шестерней и ведомую шестерню.
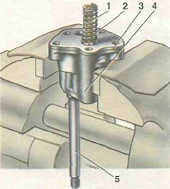
Рис. 3.70. Разборка масляного насоса: 1 - редукционный клапан; 2 - пружина; 3 - крышка; 4 - корпус; 5 - валик
Для сборки осторожно закрепите насос в тисках и выполните операции в следующем порядке:
- установите в корпус насоса ведущую шестерню с валом, а ведомую шестерню наденьте на ось в корпусе;
- установите крышку насоса, редукционный клапан с пружиной и прикрепите приемный патрубок к корпусу насоса.
После сборки насоса при проворачивании ведущего валика рукой шестерни должны вращаться плавно и без заедания.
Проверка деталей насоса. После разборки все детали насоса промойте керосином или бензином, продуйте струей сжатого воздуха, а затем осмотрите корпус и крышку насоса; при наличии трещин детали замените.
Проверьте набором щупов зазоры между зубьями шестерен, а также между наружными диаметрами шестерен и стенками корпуса насоса (рис. 3.71), которые должны быть соответственно 0,15 мм (предельно допустимый 0,25 мм). Если зазоры превышают предельные значения, то замените шестерни, а при необходимости и корпус насоса.
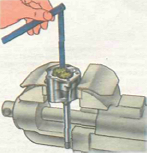
Рис. 3.71. Проверка радиального зазора в масляном насосе
Щупом и линейкой (рис. 3.72) проверьте зазор между торцами шестерен и плоскостью корпуса, который должен быть равен 0,бб—0,161 мм (предельно допустимый 0,2 мм). Если зазор больше 0,2 мм, замените шестерни или корпус насоса в зависимости от того, что подверглось износу.
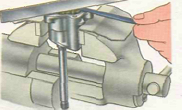
Рис. 3.72. Проверка осевого зазора в масляном насосе
Измерив детали, определите зазор между ведомой шестерней и ее осью, который должен быть 0,017-0,057 мм (предельно допустимый 0,1 мм), а также между валом насоса и отверстием в корпусе, этот зазор должен быть 0,01б-0,055 мм (предельно допустимый 0,1 мм). Если зазоры превышают предельные, замените изношенные детали.
Проверка редукционного клапана. При ремонте масляного насоса проверьте редукционный клапан. Обратите внимание на поверхности клапана и насоса, так как возможные загрязнения или отложения на сопрягаемых поверхностях могут привести к заеданию. На сопрягаемой поверхности клапана не должно быть забоин и заусенцев, которые могут привести к уменьшению давления в системе.
Проверьте упругость пружины редукционного клапана, сравнивая полученные данные с приведенными на рисунке 3.73.
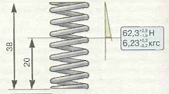
Рис. 3.73. Основные данные для проверки пружины редукционного клапана.
Проверка валика и шестерни привода масляного насоса. На поверхностях опорных шеек валика и на рабочей поверхности эксцентрика не должно быть вмятин и рисок.
На зубьях шестерен привода масляного насоса и распределителя зажигания не допускаются выкрашивания, при таком дефекте замените валик и шестерню.
Проверка втулок валика привода масляного насоса. Проверьте внутренний диаметр втулок, их запрессовку в гнездах, а также совпадение смазочного отверстия в передней втулке с каналом в блоке цилиндров (проворачивание втулки). Внутренняя поверхность должна быть гладкой и без задиров.
Измерив диаметры валика и втулок, определите зазоры между втулками и опорными поверхностями валика. Если зазор превышает 0,15 мм (предельный износ), а также при повреждении поверхностей втулок или ослаблении их запрессовки, замените втулки.
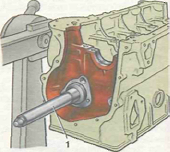
Рис. 3.74. Снятие и установка втулок валика привода масляного насоса: 1 - оправка А.60333/1/2.
При замене пользуйтесь как для снятия, так и для установки, оправкой А.60333/1/2 (рис. 3.74), соблюдая следующее:
- втулки должны быть запрессованы в гнезда, при этом отверстие для масла в передней втулке должно находиться против канала в блоке цилиндров;
- после запрессовки втулки должны быть окончательно обработаны и доведены по внутреннему диаметру (размеры даны на рис. 3.70). Чтобы обеспечить полную соосность втулок вала, для их доводки применяется развертка А.90353, которой одновременно обрабатываются обе втулки.
Проверка втулки шестерни привода масляного насоса. Внутренняя поверхность должна быть гладкой и без задиров, в противном случае втулку замените.
Для выпрессовки и запрессовки втулки пользуйтесь оправкой A.60326/R (рис. 3.75).
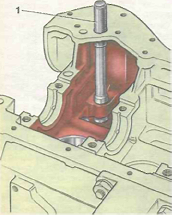
Рис. 3.75. Выпрессовка втулки шестерни привода масляного насоса и распределителя зажигания: 1 - оправка A.60326/R
После запрессовки втулку разверните до диаметра 16,016-16,037 мм.